


بررسی روش های کشش

در صنعت کشش مفتولی، سنتی ترین روش کشش(کاهش سطح مقطع) مبتنی بر عبور مفتول از یک تونل مخروطی شکل به نام دوزه در مجاورت یک روانساز (مایع یا پودر) است و تقریبا مدرن ترین روش، عبور مفتول از میان یک سری غلطک هرز گرد جاسازی شده در یک پیوسته با نام تجاری میکروکاست است.
با این هدف که دریابیم کدام فرآیند در مجموع مطلوب تر است؟ این دو روش را مورد بررسی علمی و عملی قرار داده ایم.
بر اساس تئوری های تغییر شکل، هرگونه کار سرد بر روی فلزات به منظور ایجاد تغییر در فرم یا هندسه آن ها موجب سخت شدنشان می گردد و در صورت نیاز به ادامه تغییر شکل بدون عملیات آنیل کاری (نرم کردن) نیرو و انرژی بیشتری می بایست اعمال گردد. دلایل این پدیده در این تئوری ها به اثبات رسیده است و مورد بحث ما نیست. این سخت شدن یا به عبارتی بالا رفتن مقاومت به عوامل مختلفی از قبیل آنالیز شیمیایی( در فولادها به خصوص به درصد کربن موجود در آلیاژ ارتباط دارد)، نوع کار سرد، سرعت و میزان تغییر شکل انجام شده در هر مرحله و … بستگی دارد.
حالا اگر کشش مفتول پیوسته را که یک فرآیند تغییر شکل در نظر بگیریم، جز در مواردی که طراحی محصول از این فرآیند، مفتولی با مقاومت بالا خواهد بود، در سایر موارد، مطلوب این است که با حداقل نیرو و انرژی و با حداکثر سرعت ممکن بیشترین میزان تغییر شکل (کاهش سطح مقطع) و بهترین کیفیت سطح را با کمترین هزینه تولید داشته باشیم.
این مطلوب هدف اصلی تحقیق است.
در اینجا به معادلات بنیادی کشش مفتول که می توان آن ها اثبات شده دانست اشاره می شود:
معادله 1-
در این معادله T نیروی کشش لازم برای کشیدن یک مفتول است و s2 مساحت سطح مقطع مفتول خروجی از دوزه و TS2 مقاومت کششی مفتول کشیده شده و نیز Σ تغییر بعد نسبی واقعی است که خود به صورت زیر تعریف می گردد:
معادله 2 :
واضح است که تغییر بعد نسبی واقعی بدون واحد است و R کاهش سطح مقطع است. همچنین توان مصرفی نیز به شرح زیر تعریف می گردد:
معادله 3:
که P بر حسب کیاووات و T بر حسب کیلوگرم نیرو و V بر حسب متر بر ثانیه است.
حال با نگاهی به معادلات 1 تا 3 در می یابیم که با افزایش مقاومت کششی و میزان کشش و کاهش قطر و همچنین سرعت کشش، نیرو به دنبال آن توان مصرفی می بایست یا سرعت یا نیرو ی کشش و یا هر دو را کاهش دهیم و برای کاهش نیرو، کاهش هر سه پارامتر موجود در صورت معادله 1 موثر است که شاید عامل سطح مقطع یا تغییر بعد نسبی یه میزان زیادی قابل مانور نباشد و در این صورت می بایست از افزایش مقاومت کششی تا حد امکان جهت کاهش نیروی مورد نیاز کشش، جلوگیری بعمل آید.
در عمل کشش مفتول توسط دوزه به جز کار لازم جهت کاهش سطح مقطع، مقداری کار جهت غلبه بر مقاومت اصطکاک بین سطح دوزه و مفتول نیز مورد نیاز است. حتی اگر این کشش در حضور روانساز مایع و دوزه بسیار پولیش شده نیز انجام پذیرد، وجود اصطکاک قطعی است.
کار اصطکاکی ضمن اینکه انرژی لازم جهت کشش را افزایش می دهد، اثرات زیان باری بر خواص مفتول می گذارد. یکی از مهم ترین اثرات زیان بار این است که: خواص مکانیکی در مقطع مفتول یکنواخت نخواهد بود. به دلیل اینکه کار اصطکاکی نزدیک به سطح مفتول تمرکز دارد، در نتیجه در سطح و لایه های نزدیک سطح مفتول، سختی بیشتری نسبت به قسمت های مرکزی سطح مقطع به وجود خواهد آمد و این عدم یکنواختی در مقطع مفتول باعث می شود که در ادامه کار کشش که نیروی کشش به دلیل بالا رفتن مقاومت مفتول افزایش یافته است، براحتی توسط لایه های نزدیک به سطح که سخت تر هستند تحمل شده ولی لایه های درونی قادر به تحمل این نیروی افزایش یافته نبوده و درنتیجه مفتول دچار برش مرکزی می گردد.
حتی اگر این اتفاق در پروسه کشش روی ندهد، مفتولی با چنین خصوصیت در فرآیندهای بعدی از قبیل خم ها و کوبش ها دچار ترک سطحی می گردد. به عبارتی خاصیت شکل پذیری چنین مفتولی کاهش یافته است نکته دیگر اینکه : لایه های سطح مفتول در کشش نه تنها دستخوش تغییرات در سطح مقطع است بلکه آن ها به دلیل کشیده شدن توسط سطح دوزه، تغییر سطح برشی می دهند.
از دیگر معایب وجود اصطکاک در پروسه کشش این است که ایجاد حرارت می نماید و تمایل به شکست در اثر تغییر بعد در دماهای بالاتر، بیشتر است و به دلیل همین امر است که مفتول هایی با تنش تسلیم بالاتر چون موقع کشش ایجاد حرارت بیشتر می کنند در اثر تغییر بعد تمایل به شکست بیشتری دارند. در نتیجه وجود اصطکاک در سیستم کشش توسط دوزه علاوه بر معایبی که در مفتول ممکن است ایجاد نماید، مقاومت تسلیم مفتول را افزایش داده و در نتیجه نیرو و توان مصرفی برای ادامه عملیات کشش افزایش خواهد یافت.
در روش ترکیبی کشش- نورد (میکروکاست) جهت کاهش سطح مقطع به دلیل اینکه غلطک های کالیبر هم زمان با عبور مفتول از میان آنها دوران میکنند و سرعت دورانی آن¬ها ثابت نبوده و تابع سرعت خطی مفتول هستند، بنابراین نیروی اصطکاک و بازدارنده حداقل بوده و چنانچه در محاسبه نیروی کشش، نیروی اصطکاک لحاظ گردد، مسلما نیرویی است که صرف خنثی کردن اصطکاک در بلبرینگ ها غلطک ها شده است و اثرات مخرب بر سطح مفتول نخواهد داشت.بنابراین مفتول عبور کرده از میان غلطک ها نه تنها دچار سختی و آسیب های لایه های سطحی( در مقایسه با آنچه در دوزه روی می دهد) نمی گردد، بلکه در اثر تنش ها فشاری یکنواخت در تمام جهات می توان گفت تحت تنش های هیدرواستاتیک قرار می گیرد.
این گونه تنش ها بدلیل اینکه در تمام جهات یکسان، هیچ گونه تنش برشی به وجود نمی آورند و اثرات شکست در نتیجه ناپایداری های کشش از قبیل گلویی دادن(نازک شدن موضعی) که عامل اصلی برش در کشش مفتول است را ندارند. در ضمن تنش های فشاری می توانند پوکی و تخلخل موجود در شبکه کریستالی را تا حدودی از بین برده و مانع جدایی در سطح مشترک مرزهای زمینه و فاز دوم ذرات می شوند.
یکی دیگر از معایب سیستم کشش توسط دوزه، محدودیت سرعت است. در این شیوه سرعت کشش به دلیل ناهنجاری هایی که در ساختمان کریستالی مفتول (عمدتا توسط اصطکاک و حرارت ناشی از آن) به وجود می آید معمولا از حدود 6 متر بر ثانیه نمی تواند تجاوز نماید. حال آن که در سیستم کشش-نورد سرعت کشش در صورت مناسب بودن ساختمان دستگاه تا 30 متر بر ثانیه نیز می تواند باشد.
درست است که سرعت بیشتر توان بالاتری را مصرف می کند ولی بخشی از این افزایش توان با کاهش نیروی کشش(T) جبران می گردد، ضمن اینکه تولید بین سه تا پنج برابر افزایش می یابد و این خود باعث کاهش شدید هزینه تولید گشته و هزینه افزایش توان را نیز به خوبی پوشش می دهد.
قیمت و زمان نصب و جایگزینی و نداشتن مانور سایزی برای سیستم میکرو کاست یک ضعف محسوب می شود ولی در بررسی طولانی مدت و آمار دقیق می توان اثبات نمود که این روش در ماشینی که همواره یک سایز مفتول را تولید می کند و روزانه درگیر تعویض سایز نمی باشد. علاوه بر تولید محصول مرغوب، صرفه اقتصادی نیز خواهد داشت.
برآیند اثرات مثبت و منفی متالورژیکی-مکانیکی بر مفتول را با تست های خاصیت شکل پذیری و متالوگرافی سطح مقطع می توان مشاهده نمود. در این تست های کشش متعدد انجام شده در این تحقیق برروی مفتول هایی از یک نوع مواد اولیه و با کاهش سطح مقطع کلی برابر (قطر اولیه و نهایی یکسان) ولی کشیده شده با دو روش فوق به سه نمونه از آنها اشاره می گردد:
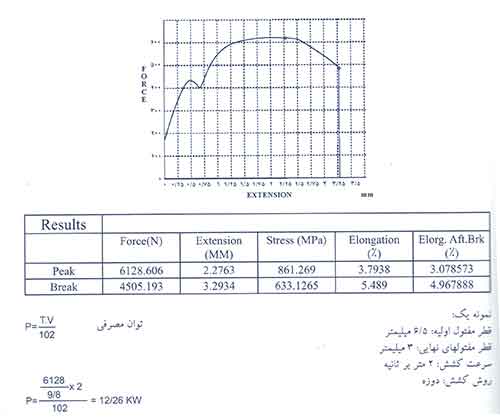
نمونه یک: مفتول کشیده شده قطر3 میلی متر از 5/6 وایرود با دوزه و سرعت 2 متر بر ثانیه
نمونه دو: مفتول کشیده شده قطر3 میلی متر از 5/6 وایرود با میکرو کاست و سرعت 2 متر بر ثانیه
نمونه سه: مفتول کشیده شده قطر3 میلی متر از 5/6 وایرود با میکرو کاست و سرعت 10 متر بر ثانیه
در نمودارهای مذکور مشاهده می شود مفتولی که با دوزه کشیده شده است، نه تنها نیروی بیشتری برای ادامه کشش نیاز دارد (حدود 6128 نیوتن در نمودار یک در مقایسه با 4967 نیوتن در نمودار دو) بلکه درصد افزایش طول کمتری نسبت به مفتول نمودار دو دارد( 79/3% در نمودار یک نسبت به 46/4% در نمودار دو). یعنی مقاومت کششی مفتول کشیده شده توسط دوزه بیشتر و خاصیت شکل پذیری آن کمتر شده است.
در این تست ها چنانچه نیروی به کار رفته را نیروی لازم جهت کشش فرض کنیم، توان مصرفی در نمونه یک (KW26/12) حدود 24% بیشتر از توان مصرفی نمونه دو kw) 9/9( است و نمونه سوم، تست کشش مفتولی است که توسط میکرو کاست و با سرعت 10 متر بر ثانیه تولید شده است و همانگونه که مشاهده می گردد با این سرعت کشش(تولید) 5 برابر گردیده ولی توان مصرفی فقط 88/ 3 برابر نمونه اول است.
نتیجه کلی:
فرآیند کشش توسط دوزه به دلیل شکست و برش مفتول زودتر متوقف می گردد و محصول سفت تر و نیرو وتوان مصرفی بیشتر از حالت کشش توسط میکرو کاست است. همچنین محصول تولید شده با روش دوم با ساختمان کریستالی یکنواخت تر و مصرف پودر کشش نیز در این روش (به جز کشش اول که توسط دوزه صورت می گیرد) حذف می گردد.
در پیج اینستاگرام ما فرآیند ;کشش مفتول در کارخانه متحد پرچ را تماشا کنیدفرآیند کشش مفتول








اطلاعات جالبی بود
سلام ممنون از ثبت نظرتون